



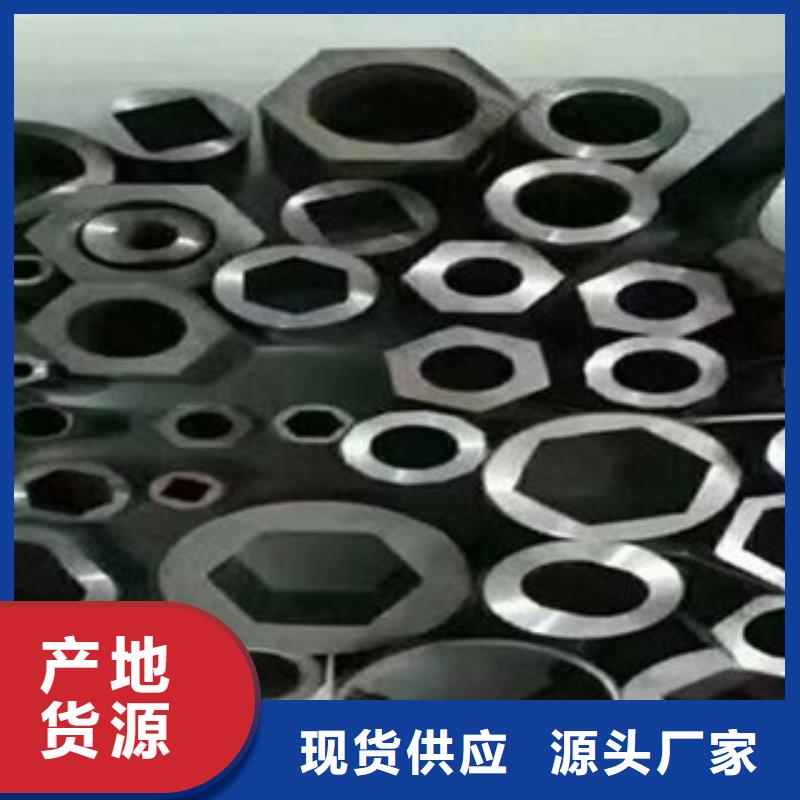
浩融金属制品厂(安顺市分公司),地址:开发区蒋官屯工业园。 公司专业经营(贵州安顺) 本地 异型无缝钢管。欢迎新老客户来我公司洽谈。 我们以“优良的品质、优惠的价格、优质的服务”赢得了新老客户的信赖和支持,在业界树立起良好的信誉和口碑。 在此,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户.谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。



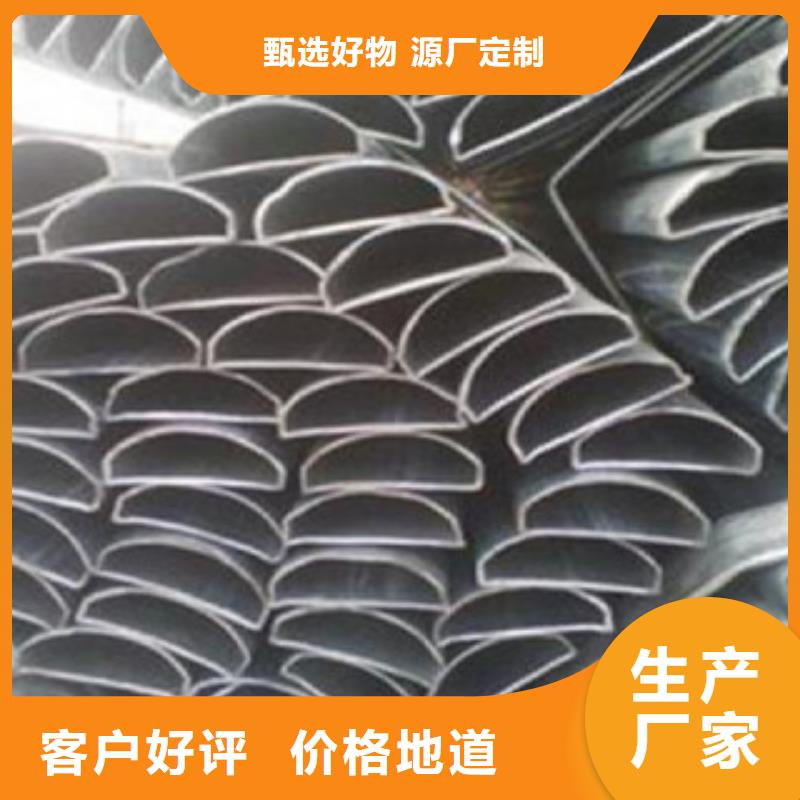
异型管冷弯成型的工艺要点
(一)量元素
为了提高异型管焊接的抗冷裂性能和低温韧性,降低含碳量是很有效的措施。但是,降低含碳量又会影响钢材的强度。为了弥补这一缺陷,在钢材冶炼过程中,可通过加入多种量元素,特别是B等能对材料淬透性有强烈影响的元素,来提高材料的淬透性。这样处理的调质钢,不仅具有足够高的强度,而且具有良好的塑性和韧性。所以为了达到相同的强度,高强钢所需的合金元素含量比正火钢低,热影响区淬硬倾向小,冷裂纹敏感性低。S、P和杂质对加工性能有一定的影响,其中非金属夹杂物在轧制时会沿轧制方向形成纤维状组织,在辊式冷弯成型时易产生边角部裂纹。
(二)冷弯缺陷
异型管冷弯成型过程是一个十分复杂的过程,如果设计不合理,在调试过程中会出现边部波浪,袋形波,纵向弯曲,角部皱褶,裂纹及扭曲等变形缺陷,这些问题往往在调试生产过程中才能发现,而一旦发现这些问题必须很好地解决,否则变形缺陷的存在会进一步破坏异型管钢板的冷弯成型工艺性。



异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


表面质量检验主要是对材料、外观、形状、表面缺陷的检验。异型管表面缺陷产生的原因主要上由于生产、运输、装卸、保管等操作不当造成的。各种表面缺陷是否允许存在,或者允许存在程度,在的关标准中均的明确规定。常见的异型管表面缺陷主要有以下: (一)弯曲度:弯曲就是轧制材料在长度或宽度方向不平直、呈曲线形状的总称。如果把它们的不平程度用数字表示出来,就叫弯曲度;
(二)镰刀弯:指金属板,带及接近矩形截面的形材沿长度(窄面一侧)的弯曲,一面呈凹入曲线,另一面对面呈凸出曲线,称为镰刀弯,以凹入高度表示;
(三)表面裂纹:主要是指异型管表层的裂纹;
(四)括伤:指材料表面呈直线或弧形沟痕通常可以看到沟底;


