【绕筋机不用钢筋弯曲中心品质保障价格合理】
更新时间: 2026-03-08 15:32:18 ip归属地:武威,天气:雨夹雪转多云,温度:-3-9 浏览次数:42
以下是:甘肃省武威市【绕筋机不用钢筋弯曲中心品质保障价格合理】的产品参数
以下是:甘肃省武威市【绕筋机不用钢筋弯曲中心品质保障价格合理】的图文视频
导读 【建贸】持续拓展产品矩阵,现有
古浪钢筋笼地滚笼机、
凉州钢筋笼绕筋机、
定西钢筋笼地滚笼机、
白银钢筋笼地滚笼机、
临夏钢筋弯曲中心等,满足不同场景需求。在甘肃省武威市本地采买
【绕筋机不用钢筋弯曲中心品质保障价格合理】到
建贸机械设备(武威市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:
赵经理-【13298459090】。 甘肃省,武威市 武威市历史悠久,早在四、五千年前,就有戎、月氏、乌孙等北方民族聚族而居。自汉武帝派骠骑将军霍去病远征河西,击败匈奴,彰显大汉帝国的“武功军威”命名武威。为丝绸之路经济带甘肃段重要节点城市、历史文化名城,河西走廊中心城市,是国务院命名的对外开放城市,甘肃省确定的区域中心城市、西部重要的交通隘口城市。武威名胜古迹众多,自然景观与历史文化交相辉映,先后被命名为历史文化名城、中国旅游城市和中国葡萄酒城。因武威地处古丝绸之路要冲,是古代中原与西域的经济枢纽,中原文化和西域文化的融汇传播之地,丝绸之路西段的要隘,中外商人云集的都会,历代王朝都曾在武威设郡置府。有雷台汉墓、举世无双的西夏碑、天梯山石窟、凉州会盟纪念馆、武威文庙、瑞安堡等名胜古迹
为了给您提供更的【绕筋机不用钢筋弯曲中心品质保障价格合理】产品信息,解锁【绕筋机不用钢筋弯曲中心品质保障价格合理】产品新体验,视频带你玩转每个细节!
以下是:甘肃武威【绕筋机不用钢筋弯曲中心品质保障价格合理】的图文介绍


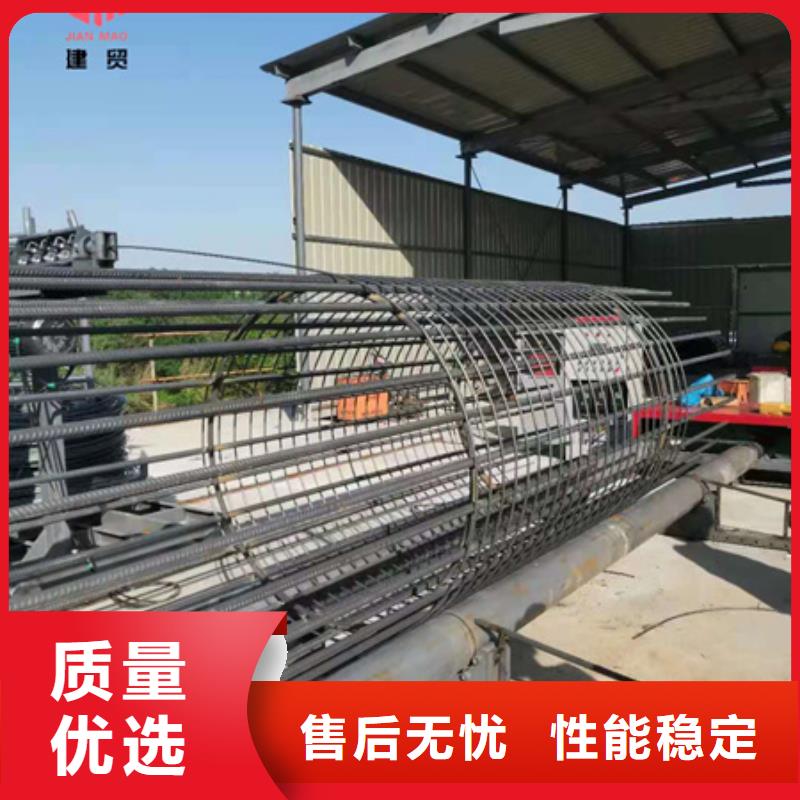
绕筋机机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬 根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待 根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,*补齐焊完全部主筋若采用划线分度工艺,则不分旋转反向。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。



建贸机械设备(武威市分公司)质量控制
公司质量方针:没有*好,只有更好!
我公司 整捆切钢筋锯床产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 整捆切钢筋锯床产品质量的管理进行严格的控制,从而为您提供可靠的 整捆切钢筋锯床产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 整捆切钢筋锯床产品配发检验合格证,检验报告随货通行。
2、出厂的 整捆切钢筋锯床产品均按照相关标准生产和检验,不合格的 整捆切钢筋锯床产品不出厂


1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
绕筋机2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。



jianm

箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动电话手,也可直接人工焊接。
6、相邻钢筋笼对接。以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
绕筋机7、加劲箍圈的制作与安装加劲箍圈采用自动弯箍机进行加工。加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。
总结 您是想要在甘肃省武威市采购高质量的【绕筋机不用钢筋弯曲中心品质保障价格合理】产品吗?建贸机械设备(武威市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的【绕筋机不用钢筋弯曲中心品质保障价格合理】产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:赵经理-【13298459090】,地址:《长葛市》。